The manufacturing process for faucets has become highly automated, with computers controlling most of the machines. Productivity and efficiency have thus improved over the years. The basic process consists of forming the main body of the faucet (some-times including the spout if no swivel is needed), applying a finish, and then assembling the various components, followed by inspection and packaging. The faucet industry has also been impacted by environmental regulations, which have required special processes to be developed.
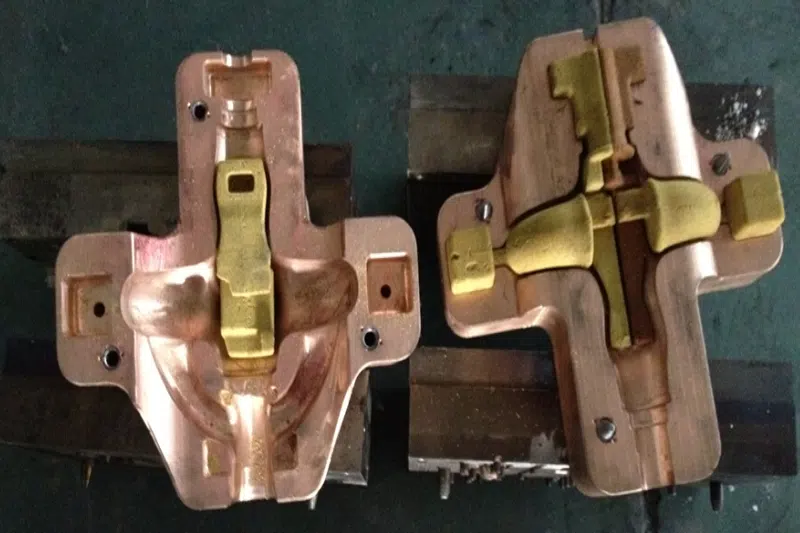
There are two methods used to make the faucet bodies. Most manufacturers use a machining process & gravity casting to shape the body into the required size and dimensions. This involves first cutting the brass bars into short slugs and automatically feeding them into a computerized numerically controlled machining centre of multi-spindle and multi-axis design. This machine performs casting, turning, milling, and drilling operations. It typically takes about one minute to make a part. Some faucet manufacturers use hot forging instead of machining, since this method can produce a near-net shape in about three seconds with little waste. Forging is the process of shaping metals by deforming them in some way. In hot forging, heated metal is forced into a die that is almost the same shape as the faucet body. The pressure is slowly increased over the course of several seconds to make sure the die is completely filled with metal. Only minor machining is required to produce the exact dimensions.
After machining, the parts are ready for the finishing process. Those components that come into contact with water may first require a special surface treatment to remove any remaining lead. This involves a leaching process that eliminates lead molecules from the brass surface. The conventional finish is chrome since this material is most resistant against corrosion. First a base coating of electroplated nickel is applied, followed by a thin coating of electroplated chromium. The chrome layer is deposited from a plating bath containing certain additives that improve corrosion resistance. If brass plating is used, a clear polymer coating is applied to improve durability. For white and other colored finishes, a similar polymer or epoxy plastic with colour added is sprayed onto the faucet in an electrically charged environment. Both coatings then are heat cured. To achieve a polished brass look, physical vapor deposition is used, which applies the metal coating in a vacuum chamber. This chamber has four components: a vacuum pump to provide a controlled environment free of contaminants; a tank that emits several types of gases; a target rod acts as the metal source; and racks to hold the faucet parts. The target is made of a corrosion-resistant material such as zirconium.
An electric arc heats the target to vaporize the material, then strikes the surface of the faucet at high speed and reacts with the mixture of gases. One gas provides the color and another provides the corrosion resistance. As the target material combines with these gases, it adheres to the faucet part, creating a bond that is virtually indestructible. Some manufacturers use a spiral coil around the target to provide a uniform distribution of the coating.
After plating, the parts are stored in bins until assembly. Assembly can involve both manual and automated processes. For some faucets, prelubricated rubber seals or o-rings are installed by hand. Finally, the faucets and other components are sent for final assembly. This process takes place on rotary assembly machines, which are precisely controlled, or by robots. The sprout, if separate, is first installed, followed by the ceramic cartridge. This cartridge is screwed in place with a brass using a pneumatic gun, and then the handle is attached by hand. Sometimes the copper tubes are installed before assembly. After assembly, the faucets are packaged in boxes along with any other components that are needed for final installation.
After the first part is machined, it is checked against the blueprints to ensure it matches all dimensions. A go-no-go gauge is used to make sure the interior and exterior threads fit together. Since machining is automated, random samples are then checked for the more critical dimensions. Before plating, parts are visually checked for surface imper-fections, which are removed by sanding. After final assembly, every faucet is pressure tested with air for leaks and tested for